| 类型 | 刮板输送机 | 品牌 | 九正通明 |
| 型号 | FU150 | 输送能力 | 2.5-50(t/h) |
| 功率 | 18(KW) | 输送距离 | 2.5-50(m) |
| 外形尺寸 | 2.5-50(m) | 重量 | 2000(kg) |
| 适用领域 | 输送物料 |
FU链式输送机简介:
FU型链式输送机用于水平或倾斜面≤15°输送粉状、粒状、小块状物料的新产品,该产品设计合理,结构新颖,使用寿命长。FU链式输送机性能明显优于螺旋输送机、埋刮板输送机及其它输送设备。广泛用于化工、建材、矿山、冶金、电力、粮油加工、机械、交通、港口和运输行业。
FU链式输送机工作原理:
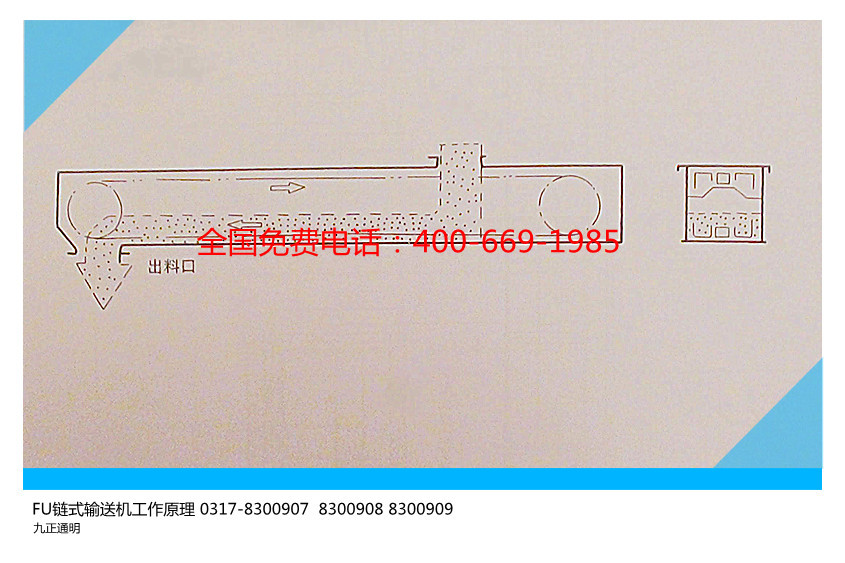
散料具有内摩擦和侧压力的特性,它在机槽内受到输送链在其运动方向的拉力,使其内部压力增加,颗粒之间的内摩擦力增大,保证了料层之间的稳定状态,形成了连续的整体流动,当料层之间的内摩擦力大于物料与槽壁之间的外摩擦力时,物料就随着送链一起向前运动,当料层高度与机槽宽度的比值满足一定条件时,料流是稳定的。
FU链式输送机基本结构的外型及基础尺寸:
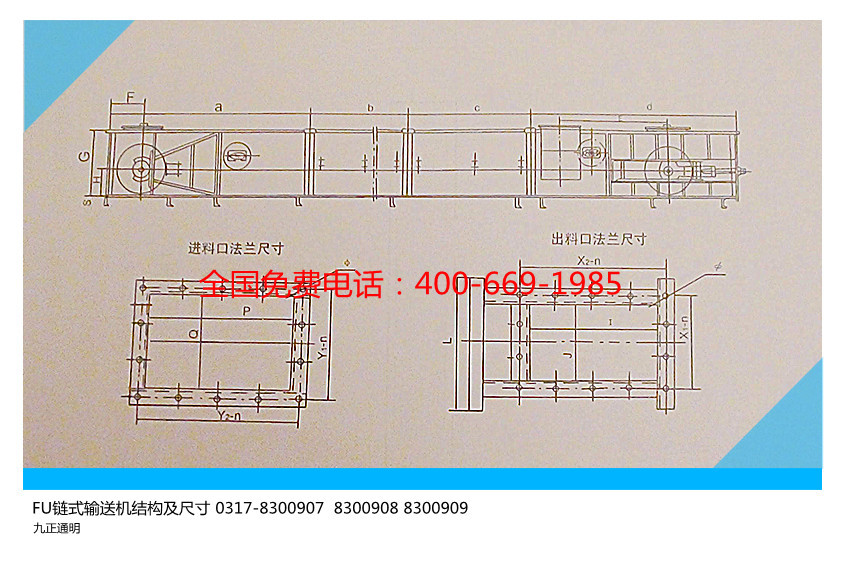
FU链式输送朵外形尺寸表:
|
规格型号 |
150 |
200 |
270 |
310 |
350 |
410 |
|
|
a |
长度 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
|
b |
长度 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
|
c |
长度 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
|
d |
长度 |
2000 |
2000 |
2000 |
1500 |
2500 |
3000 |
|
Emin |
800 |
900 |
1000 |
1000 |
1200 |
1400 |
|
|
Emin |
260 |
320 |
360 |
360 |
400 |
480 |
|
|
G |
370 |
500 |
500 |
500 |
600 |
660 |
|
|
H |
148 |
200 |
260 |
260 |
304 |
372 |
|
|
S |
80 |
80 |
100 |
100 |
120 |
120 |
|
|
I |
300 |
400 |
450 |
450 |
500 |
630 |
|
|
J |
130 |
180 |
254 |
300 |
330 |
390 |
|
|
X1-n |
2*96 |
2*120 |
3*104 |
3*116 |
4*115 |
4*115 |
|
|
X2-n |
3*114 |
4*110 |
4*123 |
4*123 |
4*135 |
4*135 |
|
|
ф |
12 |
12 |
14 |
14 |
14 |
14 |
|
|
L |
290 |
340 |
460 |
460 |
560 |
630 |
|
|
P |
300 |
350 |
400 |
400 |
450 |
500 |
|
|
Q |
140 |
190 |
260 |
300 |
340 |
400 |
|
|
Y1-n |
2*85 |
3*74 |
3*100 |
3*100 |
3*130 |
4*120 |
|
|
Y2-n |
3*110 |
4*95 |
4*110 |
4*110 |
4*125 |
4*140 |
|
FU链式输送的组成:
FU链式输送主要由头节、中间节、选配节、尾节和输送链、进出料口、驱装等组成,驱装分左装和右装两种,驱装型号根据输送量和输送长度选配,进料口分为三种,上进料口、侧进料口、两侧进料、出料口为头部出料口,也可中间底层出料和中间侧面出料,供用户选用。
问:怎样合理的选型和正确合理的使用保养FU链式输送机?
答:根据物料的状态,先选择适当的链节速,如磨性强的物料,温度高的物料,物料中粗大粒比例较多的及料粒的物料,宜选用慢度等。
链节速确定后,即可根据输送量选定**适机型,每种机型都有**适输送量、**输送量、**输送长度和动力配套选择。必须指出,在同样输送量下,选择较大机型可使链节速降低,从而使用寿命延长,但输送量也不宜太小,如实际量低于该机输送量30%以上时,使用时会发生料层过薄造成空转,反而增加磨损。
选定机型后,可根据输送量、输送长度和工艺布置状况选择动力和驱装配备形式(左装、右装)。
用户可根据需要进行选择,选择时必须注意:
(1) 对流动性差或湿度大的物料,一般不宜采用上进料,以免进料不畅。
(2) 由于工艺布置限制,当进料口离异尾轴较近(不能保证**小距离)时,一般不宜采用上进料口。
(3) 本机可采用多个进料口和多个出料口,根据需要用户自行确定。
FU链式输送机的安装调试:
用户应对产品说明书仔细阅读、理解,根据发货清单仔细清点所有零部件,把底座槽钢安放到位,把头节、中间节、选配节、尾节要放到位,根据进出料口安装位置,在机壳上划线,气割开孔,然后焊接进出料口,所有连接部位均如垫石棉绳,装入螺栓,螺母暂不拧紧,有弦线靠机壳左右侧板,调整整个机壳的直线度,不大于4毫米,法兰口的连接应平整,密合错位量不大于1、5毫米,调整好后紧固所有螺栓。
头尾轮中心和导轨中心的直线度偏差不大于2毫米,输送链的安装,对机长较长的或一次安装有困难的可分段安装,尾节放在**后安装,要保证输送链在上、下轨道上平滑滚动,以及安全过渡到上下轨道的两端,调节拉紧螺杆,保证输送链松紧适度。